ワイヤー溶射とは
ワイヤー状になった溶射材料を使用する溶射方式です。
溶射される基材の温度を150°C以内にコントロールするため、熱ひずみや基材の劣化が生じません。
ワイヤー溶射は低温肉盛溶射とも呼ばれ、厚肉盛が可能です。
システムによって「アーク溶射」と「溶線式フレーム溶射」があります。
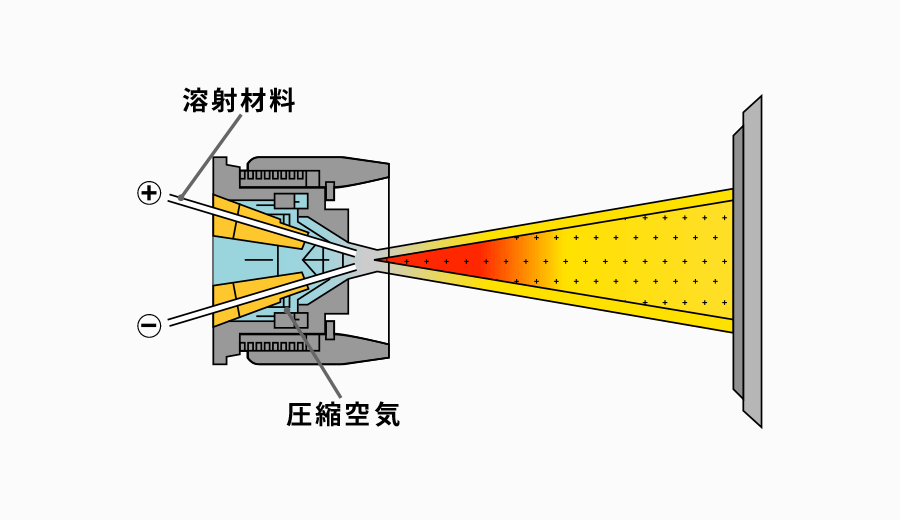
アーク溶射
2本のワイヤーの先端にアークを発させ溶融させ圧縮空気によって微細化させ吹き付ける。
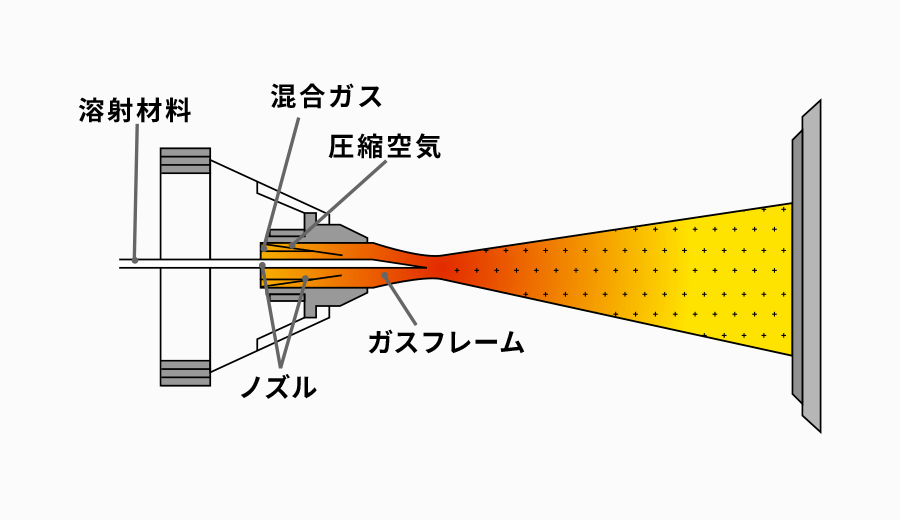
溶線式フレーム溶射
ガン先端の燃焼ガスによりワイヤーが溶融し、圧縮空気により微細化させ吹き付ける。
ワイヤー溶射の特徴
- 基材を選びません
- 熱影響がないため、どんな基材にも溶射できます。
基材や形状にもよりますが、0.3〜10ミリ程度まで溶射が可能です。たとえばアルミの上にステンレス溶射、炭素鋼の上にブロンズ溶射、鋳物の上にモリブデン溶射等、自由な組み合わせを行うことにより、経済的な効果 も生み出せます。
- 溶射材料を選びません
- 溶射ガンに適合したワイヤー材料であれば溶射できます。
ステンレス鋼・炭素鋼・ブロンズ・モリブデン・アルミ・ニッケル・銅等、目的・用途によって自在に溶射材料を選択できます。
- 耐焼き付き・耐摩耗性を向上させます
- 溶射された金属層は顕微鏡的微少気孔を持っているため、油の保持ができ潤滑性が飛躍的に向上します。
溶射された金属粒子は溶射中に空気硬化現象を起こし、同一金属より硬度が高くなるため耐摩耗性が向上します。
- 部分的な溶射ができます
- 完成品のミスカット救済溶射や摩耗した部分の再生溶射など基材に熱影響を与えない無歪加工が出来ます。

油圧シリンダー摺動面の摩耗部へ再生溶射
溶線式フレーム溶射(ステンレス鋼)

水力発電所向けポンプインぺラー軸受部再生溶射
溶線式フレーム溶射(ステンレス鋼)

水力発電所向けガイドペーン軸受部再生溶射
溶線式フレーム溶射(ステンレス鋼)